
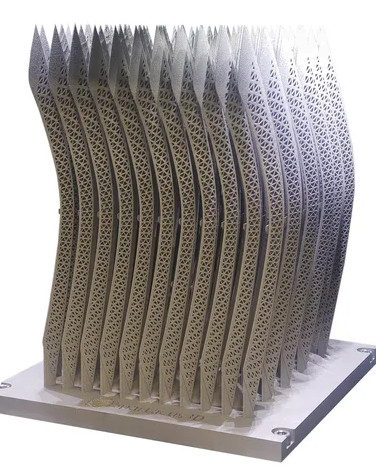
Benefit #1
Parts weight optimization - topology
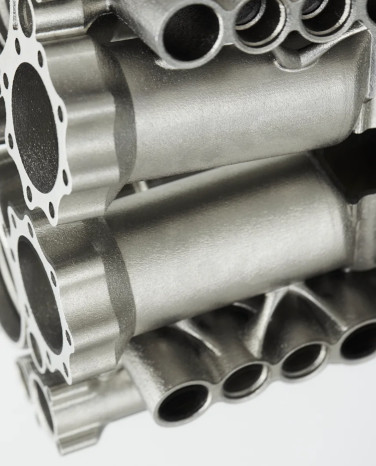
Benefit #2
Geometric structures production that can be made only by 3D printing - e.g. cooling channels for tools (conformal channels)
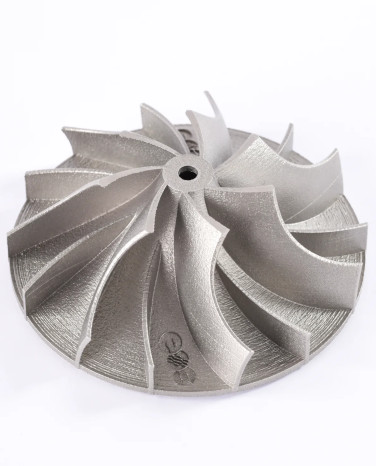
Benefit #3
Difficult-to-cut materials processing - e.g. nickel alloys
Benefit #4
Meeting high-quality requirements for advanced industries - aviation, medicine
-
 Part volume
Part volume -
Used material
-
Used parameters (e.g. layer thickness)
-
Bottom brackets - check other technologies without support
-
Production series size
-
Applied postprocessing - more information in postprocessing
-
Choosing express execution options

Minimum bore diameter 2 mm

Minimum wall thickness from 0.8 mm depending on the geometry

The positioning pins should be at least 2mm thick / diameter